Capabilities
Engineering
Metal Craft has an engineering department that can assist you from prototype to design to production
Learn More
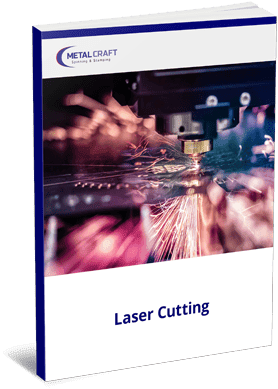
- 5-Axis Laser Cutting
5-Axis Laser Cutting
Laser cutting creates highly accurate components quickly and eliminates the need for cleaning or further processing.
Learn More
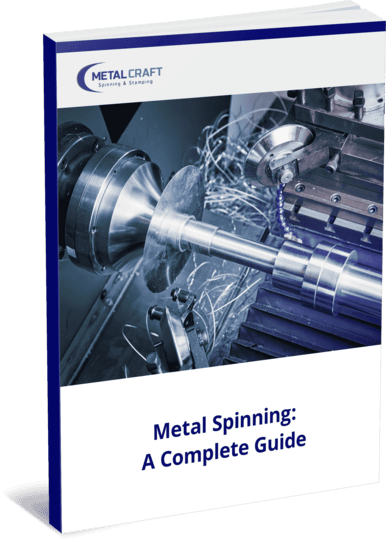
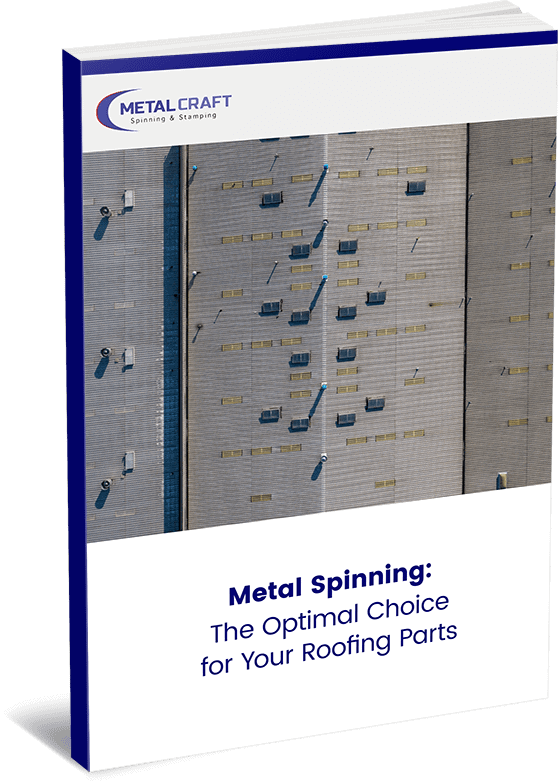
- Metal Spinning
Metal Spinning
Metal spinning is indispensable for producing parts such as roofing, commercial lightning, pots and pans, stainless steel bowls, satellite dishes, bases and lids, and more.
Learn More
- Metal Stamping
Metal Stamping
Metal stamping is a fabrication process that uses pre-cut dies and presses to convert sheet metal into a variety of parts and components.
Learn More
- Engineering
Engineering
Metal Craft has an engineering department that can assist you from prototype to design to production
Learn More
Industries Served




















Check out this new video to meet our team!
View our Video